
焦作切割Q345D热轧工字钢 40B工字钢 8mm-63mm碳钢
焦作切割Q345D热轧钢 40B钢 8mm-63mm碳钢紧固件在阀门上直接承受压力,对防止介质外流起关重要作用,因此选用的材料必须保证在使用温度下有足够的强度与冲击韧性。根据介质压力和温度选择紧固件材料时可按表5-1选择。选用合金钢材料时必须经过热。对紧回件有特殊耐腐蚀要求时,可选用Cr17Ni2Cr1Cr18Ni9等不锈耐酸钢。填料材料在阀门上,填料是用来充填阀盖填料室的空间,以防止介质经由阀杆和阀盖填料室空间泄漏。对填料的要求1)耐腐蚀性好,填料与介质接触,必须能耐介质的腐蚀。密封性好,填料在介质及工作温度的作用下不泄漏。摩擦系数小,以减小阀杆与填料间的摩擦力矩。填料的种类填料可分为软质填料及硬质填料两种:1)软质填料:系由植物质,即、亚麻、棉、黄麻等,或由矿物质,即石棉纤维,或由石棉纤维内夹金属丝和外涂石墨粉等编织的线绳,也有压成的成型的填料,以及近年来新发展的柔性石墨填料材料。植物质填料较便宜,常用于1℃以下的低压阀门;矿物质填料可用于45-5℃的阀门。

今天,让我们来认识一下型钢大家族中一个非常大的部落-钢。前面的讲的H型钢其实也是钢的一种,这次让我们来认识一下市场中应用非常广泛的钢。


焦作切割Q345D热轧钢 40B钢 8mm-63mm碳钢见百熙把剂规划原理引人浮选剂的分子规划,王淀佐提出各种剂结构功能判据,用定量法进行剂分子规划,这些理论为剂的研发发供给了依据。在微细粒钛铁矿捕收剂的研讨中,多能团剂的发、剂的优化是往后展的一个方向。钛铁矿浮选工艺研讨现状跟着矿山挖掘的深化,矿石中矿藏的嵌布粒度变细,原有的出产流程不能适应当时的矿石性质,因而,进行浮选工艺的改善和优化是浮选微细粒钛铁矿的有用途径。朱阳戈等研讨了-2μm微细粒钛铁矿的自载体浮选,结果标明:钛铁矿浮选中粗细粒载体交互作用受二者相对含量影响明显,当粗粒载体份额在5%以上时,自载体作用作用较好。
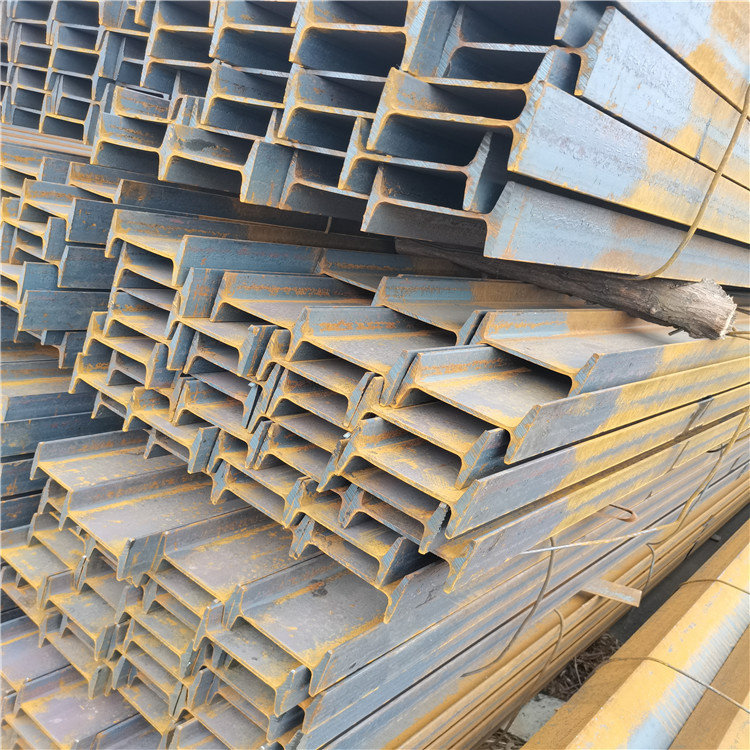
轧三特钢钢又称钢梁,是截面形似汉字“工”,腹板和翼板的连接处有弧度,(H型钢是平的)其规格以腰高(h)*腿宽(b)*腰厚(d)的毫米数表示,如工160*88*6,即表示腰高为160毫米,腿宽为88毫米,腰厚为6毫米的钢。钢的规格也可以用型号表示,型号表示腰高的厘米数,如16#;腰高相同的钢有几种不同的腿宽和腰厚,需在型号右边加A、B、C予以区分,如25#A 、25#B 、25#C;市场常见的为A型和B型。钢广泛用于各种建筑结构、桥梁、车辆、支架、机械等。
轧三特钢市场上的钢产地日照、莱钢、宝得,公差在6%以内,材质Q235B;产地河北的公差为8%--12%,材质为Q235。钢从20#始分A、B型,B型比A型的无论在腿高、腰厚,都要多2mm。
市场主要用的钢,主要为国标(日钢/宝得)以及10点负差左右的河北产地,非标产品主要用于承重要求不高的小工程以及家用等。
焦作切割Q345D热轧钢 40B钢 8mm-63mm碳钢磁种是选用小于1μm占84%的磁选铁精矿,含TFe7.12%。研讨标明:跟着磁种用量的添加,脱泥精矿的铁收回率逐步进步。关于赤铁矿纯矿藏而言,呈十分显着的上升趋势,添加磁种用量有利于进步脱泥精矿的铁收回率,但磁种用量应该恰当,用量不宜很大,否则会下降精矿档次。外界磁场对脱泥作业进步脱泥精矿铁档次、铁收回率有利,施加外界磁场比不施加外界磁场,可以进步脱泥精矿铁档次1.5%~2%,进步金属收回率2%。
根据不同坯料规格和成品尺寸有224架的小型轧机,18架为主流。目前,棒材轧制多采用步进式加热炉、高压水除鳞、低温轧制、无头轧制等新工艺,粗轧、中轧向适应大坯料及提高轧制精度方向发展,精轧机主要是提高精度和速度(18m/s)。产品规格一般为ф1-4mm,也有ф6-32mm或ф12-5mm的。生产的钢种为市场大量需要的低中高碳钢、低合金钢;轧制速度为18m/s。其生产工艺流程如下:步进式加热炉→粗轧机→中轧机→精轧机→水冷装置→冷床→冷剪→自动计数装置→打捆机→卸料台架1.生产前准备:BGV25#出口生产6mm螺纹钢时用φ6.5mm的23#出口替代或 出口夹板,轧废箱入口用φ6.5规格导管,轧废槽用φ6螺纹---φ7规格轧废槽。水冷夹送辊进口使用φ8规格进口,余使用φ6.5规格备件。智能夹送辊使用φ6.5规格备件。两台夹送辊辊环均使用φ6.5规格辊环。智能夹送辊辊缝调节要注意在无样棒情况下,按高压夹持试验按钮,上、下两辊不能相贴。手动关闭2段,3段水冷控制气阀进气关,关闭1段冷却水和清扫水手动阀门,试轧正常后手动启1段个别冷却水或清扫水喷嘴(注:手动慢慢启到7%左右),调节吐丝温度<12℃,同时生产结束后不要忘记恢复各水冷段手动阀门。轧制速度不得大于85米/秒,吐丝间隙控制在不小于6秒,同时打吐丝机扫旁通关(阀门度在6%左右)。在吐丝机扫旁通打的状态下,必须将水冷夹送辊下的气体干燥器旁通打,同时关闭干燥器的进气阀和阀,切断干燥器的使用(只要是螺纹钢必须如此操作)。干燥器的恢复由精整作业区在白班予以安排。生产12m坯料时,要求生产4小时或吐丝机状态发生改变时,必须停机用钢丝绳对吐丝管进行氧化铁皮。